




直缝焊钢管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。
补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。
焊管工艺流程
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。
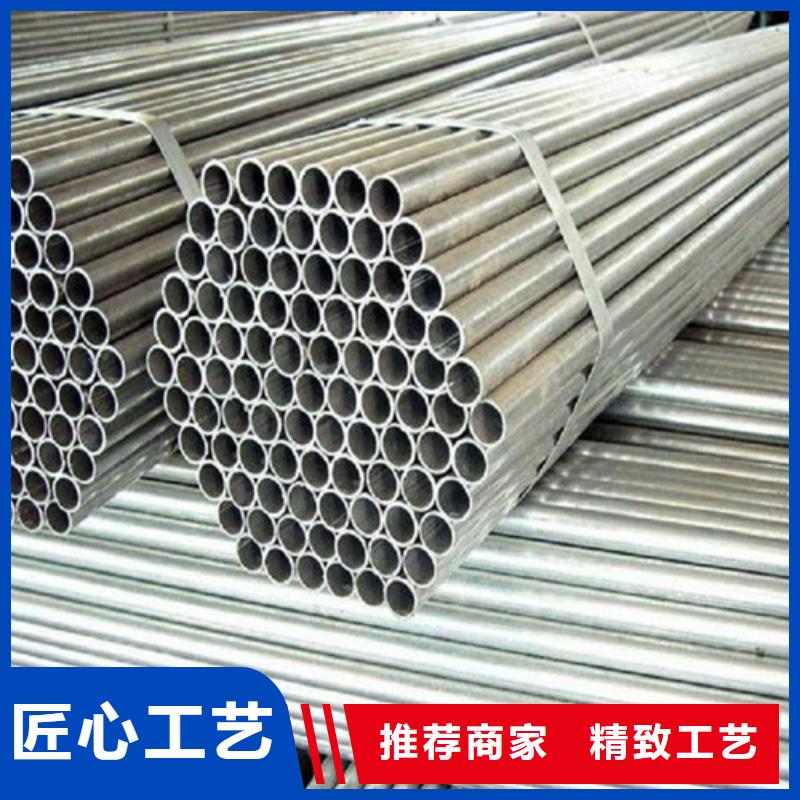
特点
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
按断面形状钢管产品的钢种与品种规格极为繁多,其性能要求也是各种各样的。所有这些应随着用户要求或工作条件的变化而加以区分。通常,钢管产品按断面形状、生产方法、制管材质、联接方式、镀涂特征与用途等进行分类。钢管按横断面形状可分为:圆钢管和异形钢管。异形钢管是指各种非圆环形断面的钢管。其中主要有:方形管、矩形管、椭圆管、平椭管、半圆管、六角形管、六角内圆管、不等边六角形管、等边三角形管、五角梅花管、八角形管,凸字形管、双凸形管、双凹形管、多凹形管、瓜子形管、扁形管、菱形管、星形管、平行四边形管、带肋管、滴状管、内翅片管、扭异管、B型管、D型管以及多层管等。钢管按纵断面形状又分为:等断面钢管和变断面钢管。变断面(或变截面)钢管是指沿管长方向上的断面形状、内外直径及壁厚等发生周期性或非周期性变化的钢管。其主要有:外锥形管、内锥形管、外阶梯管、内阶梯管、周期断面管、波纹管、螺旋管、带散热片的钢管以及带复线的枪管等。
以结构管标准为:生产定尺长度管比通常长度管的成材率下降幅度较大,生产企业提出加价要求是合理的。加价幅度各企业不尽一致,一般为基价基础上加价10%左右。C、倍尺长度:倍尺长度应在通常长度范围内,合同中应注明单倍尺长度及构成总长度的倍数(例如3000mm×3,即3000mm的3倍数,总长为9000mm)。实际操作中,应在总长度的基础上加上允许正偏差20mm,再加上每个单倍尺长度应留切口余量。以结构管为例,规定留切口余量:外径≤159mm为5~10mm;外径>159mm为10~15mm。若标准中无倍尺长度偏差及切割余量规定时,应由供需双方协商并在合同中注明。倍尺长度同定尺长度一样,会给生产企业带来成材率大幅度降低,因此生产企业提出加价是合理的,其加价幅度同定尺长度加价幅度基本相同。D、范围长度:范围长度在通常长度范围内,当用户要求其中某一固定范围长度时,需在合同中注明。例如:通常长度为3000~12000mm,而范围定尺长度为6000~8000mm或8000~10000mm。可见,范围长度比定尺和倍尺长度要求宽松,但比通常长度加严很多,也会给生产企业带来成材率的降低。因此生产企业提出加价是有道理的,其加价幅度一般在基价上加价4%左右。壁厚不均钢管壁厚不可能各处相同,在其横截面及纵向管体上客观存在壁厚不等现象,即壁厚不均。为了控制这种不均匀性,在有的钢管标准中规定了壁厚不均的允许指标,一般规定不超过壁厚公差的80%(经供需双方协商后执行)。
2.焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊接钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在制造方法上,又分为低压流体输送用焊接钢管、螺旋缝电焊钢管、直接卷焊钢管、电焊管等。无缝钢管可用于各种行业的液体气压管道和气体管道等。焊接管道可用于输水管道、煤气管道、暖气管道、电器管道等。按材质钢管按制管材质(即钢种)可分为:碳素管和合金管、不锈钢管等。碳素管又可分为普通碳素钢管和优质碳素结构管。合金管又可分为:低合金管、合金结构管、高合金管、高强度管。轴承管、耐热耐酸不锈管、精密合金(如可伐合金)管以及高温合金管等。按连接方式分类钢管按管端联接方式可分为:光管(管端不带螺纹)和车丝管(管端带有螺纹)。车丝管又分为:普通车丝管和管端加厚车丝管。加厚车丝管还可分为:外加厚(带外螺纹)、内加厚(带内螺纹)和内外加厚(带内外螺纹)等地车丝管。车丝管若按螺纹型式也可分为:普通圆柱或圆锥螺纹和特殊螺纹等地车丝管。另外,根据用户需要,车丝管一般均配有管接头交货。